以下是:浙江省杭州市耐磨钢板精密钢管核心技术的产品参数
| 产品参数 |
|---|
| 产品价格 | 电联/吨 |
|---|
| 发货期限 | 1-3天 |
|---|
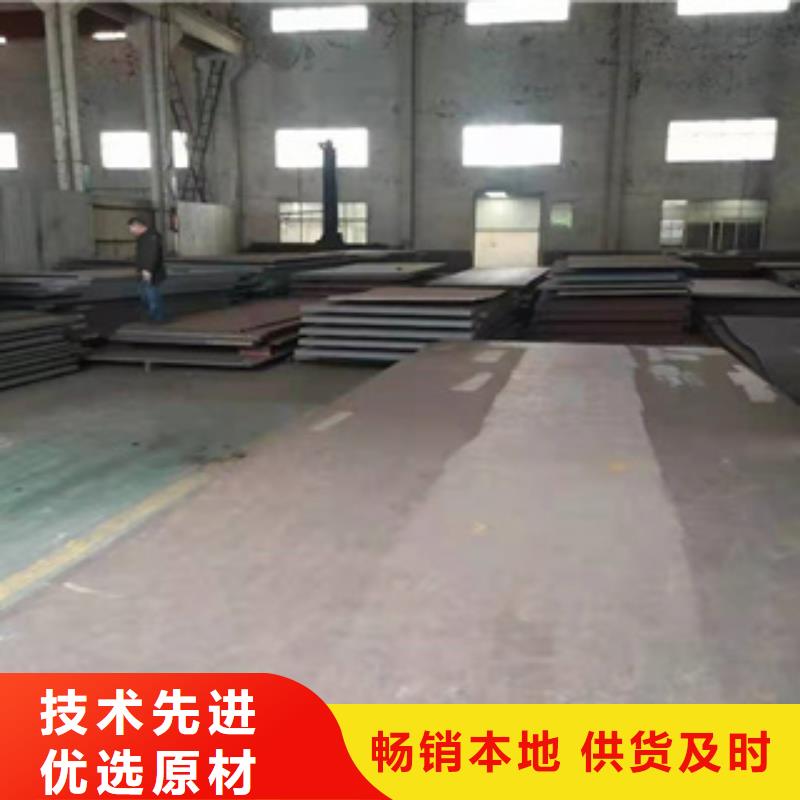
| 供货总量 | 9999 |
|---|
| 运费说明 | 电联 |
|---|
| 是否厂家 | 鑫邦源 |
|---|
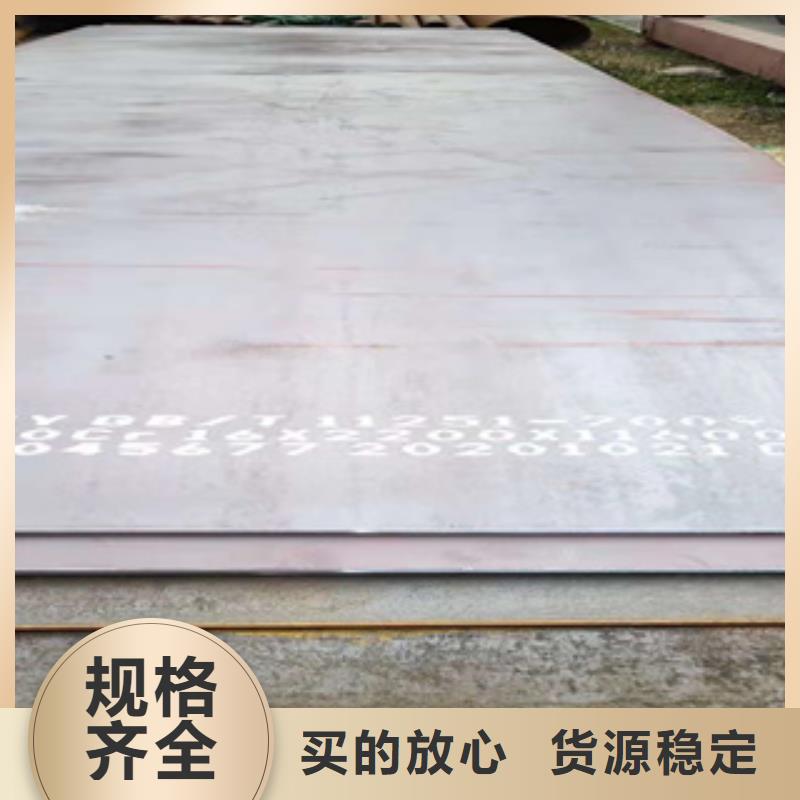
| 产品规格 | 齐全 |
|---|
| 发货城市 | 山东 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 是否进口 | 否 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 鑫邦源 |
|---|
| 材质 | NM400 NM450 NM500 NM360 MN13 |
|---|
| 范围 | 耐磨钢板精密钢管供应范围覆盖浙江省 杭州市、宁波市、温州市、台州市、金华市、湖州市、绍兴市、舟山市、嘉兴市、衢州市、丽水市 上城区、下城区、江干区、拱墅区、西湖区、滨江区、萧山区、余杭区、桐庐县、淳安县、建德市、富阳区、临安区等区域。 |
|---|
以下是:浙江省杭州市耐磨钢板精密钢管核心技术的图文视频
【鑫邦源】持续拓展产品矩阵,现有宁波GB/T5310-2017 高压锅炉管、台州精密冷轧管、金华镀锌钢管、绍兴40Cr无缝钢管、舟山20#无缝钢管、衢州5310高压无缝管、丽水无缝方管、上城精轧钢管、余杭低温管等,满足不同场景需求。耐磨钢板精密钢管核心技术,鑫邦源特钢(杭州市分公司)xingt2633-21为您提供耐磨钢板精密钢管核心技术的资讯,联系人:颜经理,电话:【18762195566】、【18762195566】,发货地:经济开发区钢管城2排5号。 浙江省,杭州市 杭州市,简称“杭”,古称临安、钱塘、武林,是浙江省辖地级市、省会、副省级市、超大城市,杭州都市圈核心城市,国务院批复确定的浙江省经济、文化、科教中心,长江三角洲中心城市之一。截至2022年末,杭州市下辖10个市辖区、2个县,代管1个县级市,总面积16850平方千米,常住人口1237.6万人,城镇人口1039.0万人,城镇化率84.0%。
为了让您更地了解我们的耐磨钢板精密钢管核心技术,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:浙江杭州耐磨钢板精密钢管核心技术的图文介绍


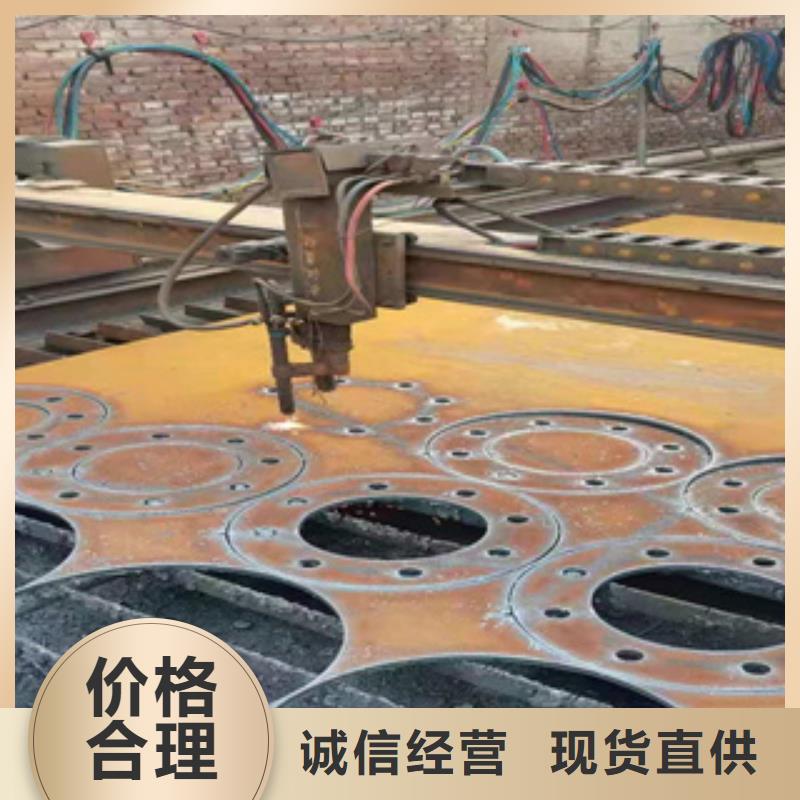
煤化工行业因筛焦量大,磨损极为严重,是焦化行业典型的易损件。约需花费 的时间,极大的影响了生产进度。,连续使用6~7个月以上,筛分焦炭25万t,表面5mm厚的耐磨层仍磨损较轻,可继续使用,寿命10倍以上。 焦化厂给料机入料口与衬板也是磨损严重的易损件,是长期未解决的生产难题。采用耐磨衬板制造的入口和衬板使用1年多,入料口一次也没有维修更换,衬板耐磨层表面磨损甚微,初步估算,使用寿命均可8~10倍以上。选煤行业选煤系统中弯头、三通等管道附件、介质管道、介质分流箱、泵体、筛板、落煤溜槽、旋流器溢流管、入料保护箱等设备都是承受中强冲击磨损和磨粒磨损的设备。 利用耐磨衬板制备耐磨管/管件或在溜槽内部铺设复合板作为耐磨层,可显著设备的耐磨性,延长其使用寿命,应用良好。将加工好的耐磨衬板利用塞焊或螺栓连接的方法焊接在易磨损管道的内部,即制成具有良好耐磨耐冲击性能的耐磨管,也可直接下料制成耐磨零部件安装,如直接切割下料制作成耐磨弯头,设备耐磨性。 燃煤发电厂利用耐磨衬板制备电厂煤粉灰输送管道、中速磨煤机部件、破碎机部件、一次风机叶片、磨煤机入口风箱、选粉机进料斗、导向叶片、缓冲板、空气处理系统、运输机等设备,可工件检修更换,降低工人?。



鑫邦源特钢(杭州市分公司)常年库存 GB/T3087-2008 低压锅炉管充足,凭借雄厚的实力,丰富齐全的 GB/T3087-2008 低压锅炉管规格品种,完善的质量保证,合理的价格,优质的服务,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏,进取,在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,愿我们今后的合作更加愉快!


冷裂纹由于双金属耐磨板的含碳量及合金元素含量都较高,所以冷裂纹倾向比低碳调质钢大。双金属耐磨板的过热区高碳马氏体在低温下的马氏体难以产生自回火效应,氢脆性大,少量氢就足以导致冷裂。为降低接头中的含氢量。 除采用预热、后热及低氢型焊接材料和焊接方法外,还应仔细清理工件坡口周围和焊丝表面的油污、铁锈,避免在高湿度或低温环境下焊接。过热区的脆化由于耐磨板具有相当大的淬硬性,在热影响区的过热区很容易产生硬脆的高碳马氏体。 冷却速度越大,生成的高碳马氏体就越多,脆化也就越严重。要双金属耐磨板过热区脆化,宜采用小的焊接热输入,并辅之以预热、缓冷及后热等工艺措施。热影响区的软化双金属耐磨板热影响区的软化程度比低碳调质钢更为严重。 埋弧焊接双金属耐磨板也是所有焊接之中的一种焊接方法,也是在焊接生产中运用为广泛和成熟的焊接方法之一,虽然说这种焊接方法在焊接当中算是很成熟的焊接,但是在运用当中也不可以掉以轻心,因为在施工焊接当中也会出现各种不合理的现象。



化学成分对镀锌基板的化学成分的请求,列国尺度划定分歧。如就不请求,美国则请求。一般不作制品查验。板形权衡板形黑白有两个目标,即平直度和镰刀弯。双金属耐磨板的平直度和镰刀弯的容许值尺度有必定划定。 熔化极氩弧焊耐磨衬板主要的工艺参数有:焊接电流、电弧电压、焊接速度、焊丝伸出长度、焊丝的倾角、焊丝直径、焊接位置、极性等。此外,保护气体的流量大小也会影响熔滴过渡类型、焊缝的几何形状和焊接质量。焊接电流和电弧电压:通常根据耐磨衬板的厚度选择焊丝直径,然后再确定焊接电流和熔滴过渡类型。 焊接电流增加,焊缝熔深和余高增加,而熔宽则几乎保持不变。电弧电压增加,焊缝熔宽增加,而熔深和余高略有减小。焊接速度:单道焊的焊接速度是焊沿接头中心线方向的相对移动速度。其他条件不变时,熔深随焊速增加而增加,并有一个值。 焊速减小时,单位长度上填充金属的熔敷量增加,熔池体积增大。由于这时电弧直接的只是液态熔池金属,固态母材金属的熔化是靠液态金属的导热作用实现的,固熔深减小,熔宽增加。焊接速度过高,单位长度上电弧传给母材的热量显著降低,母材的熔化速度减慢。



熔敷率高:由于复合耐磨板的气体保护焊是圆周薄钢皮导电燃弧,电阻热贡献大,电流可调范围大,焊接规范及熔敷率比实心钢板要大,因而熔敷率高。熔深大:由于圆周导电燃弧,复合耐磨板比CO2气保护焊焊接穿透力强,用2mm的耐磨板焊接规范为I=300A,U=30V,vc=30m/h焊接时,熔深可达5mm,热影响区宽10mm;用埋弧焊焊接时熔深为4mm,热影响区宽(14mm)。 有资料介绍,用于角焊缝焊接时可增加喉深,强度,焊角尺寸。如角焊缝喉高6mm,就将焊缝金属量45~65%。在对接时可坡口尺寸,一般比焊条电弧焊10左右,在窄间隙焊时可比焊条电弧焊预留间隙55%左右。 与实心钢板相比,还不容易造成焊缝两侧熔合不良。工艺性能好:复合耐磨板比CO2气保护焊焊接电弧,飞溅小,成型好,有薄渣复盖,脱渣性好。但不如埋弧焊,这也是埋弧焊在很多方面难以被取代的原因。力学性能好:由于复合耐磨板比埋弧焊容易做到与母材的匹配,再加上可以大范围热输入,在焊接高强钢时能够高强度和高韧性。 我们都知道什么是双金属耐磨板,那么什么是双金属耐磨板的堆焊。它的堆焊是硬面领域中的一个重要分支,采用硬面堆焊是为了恢复或增加零件的尺寸。双金属耐磨板的堆焊是在钢板的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。
选购耐磨钢板精密钢管核心技术来浙江省杭州市找鑫邦源特钢(杭州市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:颜经理-【18762195566】,地址:[经济开发区钢管城2排5号]。